ABS is a tough, impact and temperature resistant plastic. It can be injection moulded and extruded. It has many common uses, from Lego to car bumpers. Being able to print in ABS is an important progression for me in terms of the robustness of the objects I might design, prototype and print.
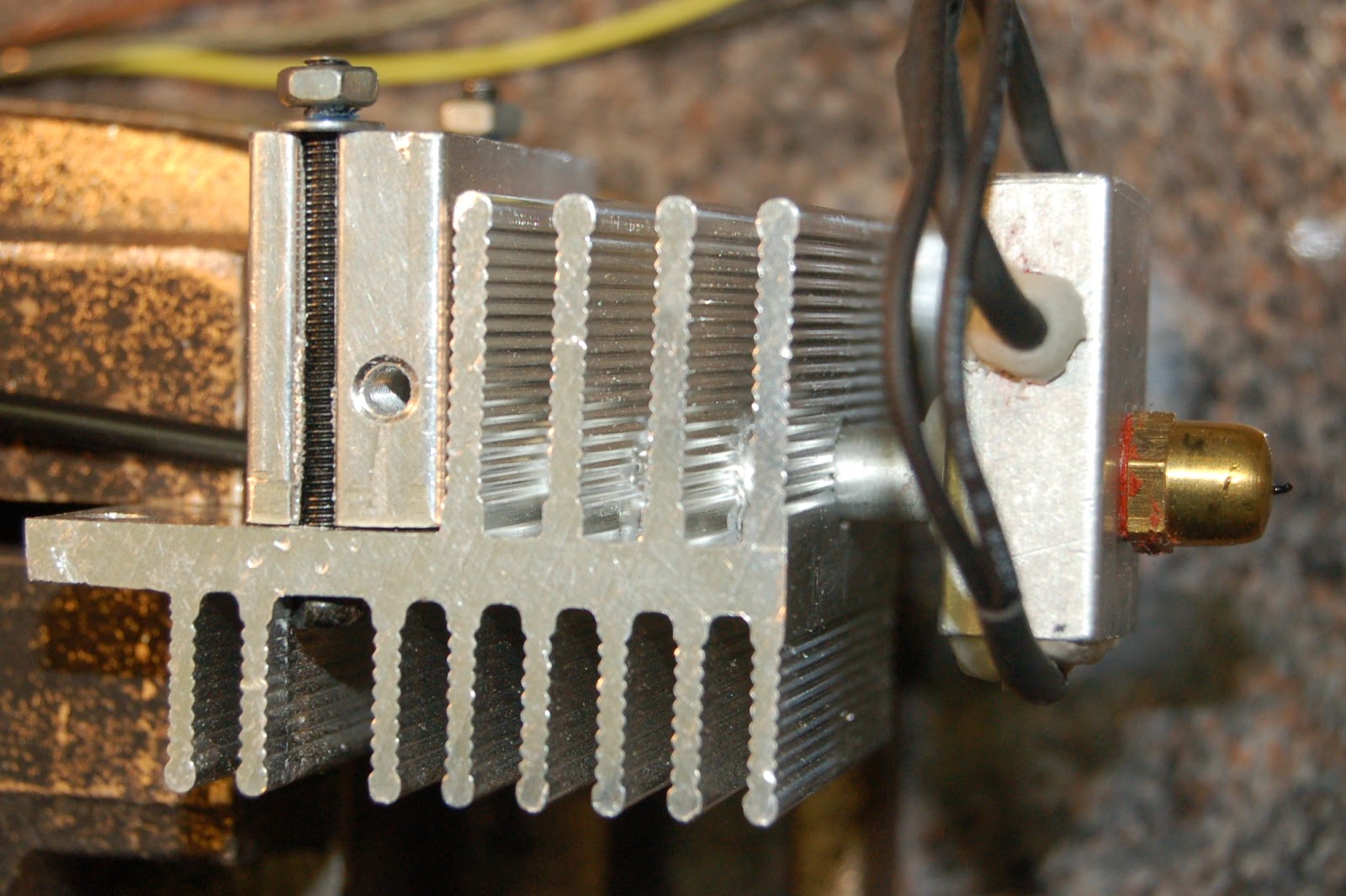
My first ventures into printing with ABS did present some challenges. It's extrusion temperature, in the region of 240 Deg C, is a good deal higher than PLA (185 Deg C). The rising heat from the hot end to my PLA x-carriage was a first concern but the use of an un-ducted fan to cool the underside proved problematic. The freshly extruded ABS was very sensitive to the cooling airflow, causing poor adhesion of the first layer to the print bed. If' you've only printed in PLA you'll find PLA prints better with some cooling, preventing curling, but the first layer of ABS is far more sensitive and does not like stray cooling at all. Fitting a ducting to the fan (light green part visible in photo below) focuses the air flow across the J-head insulator, also keeping the underside of the x-carriage cool. I may eventually print an x-carriage in ABS for peace of mind.

Finally for now, here's a clip of the Reindeer being printed. All eight in one go, along with the support struts.
Concluding notes:
Thanks for viewing!
NumberSix.
My first ventures into printing with ABS did present some challenges. It's extrusion temperature, in the region of 240 Deg C, is a good deal higher than PLA (185 Deg C). The rising heat from the hot end to my PLA x-carriage was a first concern but the use of an un-ducted fan to cool the underside proved problematic. The freshly extruded ABS was very sensitive to the cooling airflow, causing poor adhesion of the first layer to the print bed. If' you've only printed in PLA you'll find PLA prints better with some cooling, preventing curling, but the first layer of ABS is far more sensitive and does not like stray cooling at all. Fitting a ducting to the fan (light green part visible in photo below) focuses the air flow across the J-head insulator, also keeping the underside of the x-carriage cool. I may eventually print an x-carriage in ABS for peace of mind.

The big addition to my set-up is the hood (see photo). It's a simple box construction made of 6mm MDF and light timber frame. The front has a clear acrylic panel.
The purpose of the hood is to maintain a steady raised temperature around the printer. I found it levels out at around 28 Deg C at the moment. The printer is located in the garage with a frequently used large door, so heating the whole area isn't practical, and in the winter time the printer extruder and heated bed struggle to get to a working temperature without the hood. The addition of the hood has made a great difference to temperature management in our colder winter months (Ireland). With the hood externally vented it has also eliminated minor concerns about any fumes the ABS might give off if over heated, although I've had to control airflow through the vent to reduce air loss from hot-air convection through that pipe.
Next item to get right for ABS is the heated print bed. PLA is happy with a heated bed in the region of 60 Deg C temperature, and with some PVA coating on the glass bed it will stick well. ABS is a different story. Experimenting by many has resulted with varying guidelines on what temperature is best for the heated bed under an ABS printed part. People seem to have had good success with temperatures ranging from 80 Deg C to 120 Deg C or even higher. This higher heated bed temperature for ABS is required for good initial adhesion and preventing warping as the object grows, but you should reduce the bed temperature after the first layer to prevent wall shrinkage at the base of printed parts. The use of PET tape or ABS juice (ABS/acetone solution) is also found to help adhesion. Some people just ensure the glass is cleaned thoroughly and get very good adhesion straight to glass.
The quickest and easiest way to give a guided tour of my current printer set-up is to post a short video. In it you will see the first layer of the Santa Sleigh being printed. It's being printed with 3mm ABS filament, with a .5mm nozzle at an initial temperature of 240 Deg C, bed temperature of 115 Deg C (approx). First layer is printed slowly but it picks up to about 50mm/s later.
As I move the camera around you will see the host software I'm currently using "Repetier-Host", my wall mounted spools, and the printer electronics, which are now moved outside the box (they need a cover!). Finally, for the keen eye, you will see some timber cross-bracing across the rear threaded rods of the printer. This has enhanced the stability of the unit immensely. My z-rods hang freely from the motors unconstrained. I only use a single trapped z-nut on these rods in each x-end, and no backlash springs.
This video clip shows the Santa Sleigh being printed a few layers in (.3mm height/.45width, 25% fill). I've a temporary temperature probe under the heated bed which shows a reading of about 117 Deg C. I expect the surface temperature of the printer bed is a good 15/20 Deg C less. My bed temperature is controlled via a simple circuit (see here). The temperature is set with a variable pot dial. I've various marks on the dial for PLA, ABS first layer and ABS. It's all a bit experimental, but works.
This short video shows the printing of the Sleigh, utilising a time-lapse shot every 20 sec, and a look around the finished item at the end. The printer bed is 200mm x 200mm so you can judge the size of the printed object from that.
Finally for now, here's a clip of the Reindeer being printed. All eight in one go, along with the support struts.
Concluding notes:
- Printing with ABS has greater temperature management challenges, for both the hot-end and printer bed.
- The single biggest tip I can give is to reduce the printer bed temperature immediately after printing the first layer of any ABS job. This will prevent shrinkage or distortion of the lower 5mm of the object, a phenomena dubbed 'elephant feet' on the forum, because of the inward deformation of the work around the base. I estimate a reduction in bed temperature of about 20 Deg C is not unreasonable, but I would recommend you experiment to find settings that work best for your own set-up.
- I've not found ABS parts to be as dimensionally accurate as the same parts printed in PLA. I believe this phenomenon is down to ABS shrinkage. You may want to allow for this in design.
- The finished ABS product has a smoother feel and any blips or minor stringing is much more easily removed than equivalent imperfections in PLA.
- While the print resolution is the same, ABS seems to look a lot smoother.
Thanks for viewing!
NumberSix.