I've been trying to come up with an extruder 'hot-end' design that doesn't use the expensive PEEK material that is in common use in other designs. My initial thoughts have been to use a salvaged heat-sink, clamping the feed shaft from the hot-end heater, and using a small fan to cool the heat-sink. My experiments over the last few evenings have caused me to question this approach, based on challenges I've encountered during my tests. I think I'll outline my tests in a subsequent post, but for now here are some photos and a general description of my initial hot-end design and construction.

The heatsink and aluminium blocks are all salvaged from some scrap electronics boards. I drilled a 6mm hole to receive an 6mm aluminium feeder tube. It's an 'off the shelf' piece of 6mm tube with a approx 3.5mm hole. (The thermister is not fitted in the photo above.)

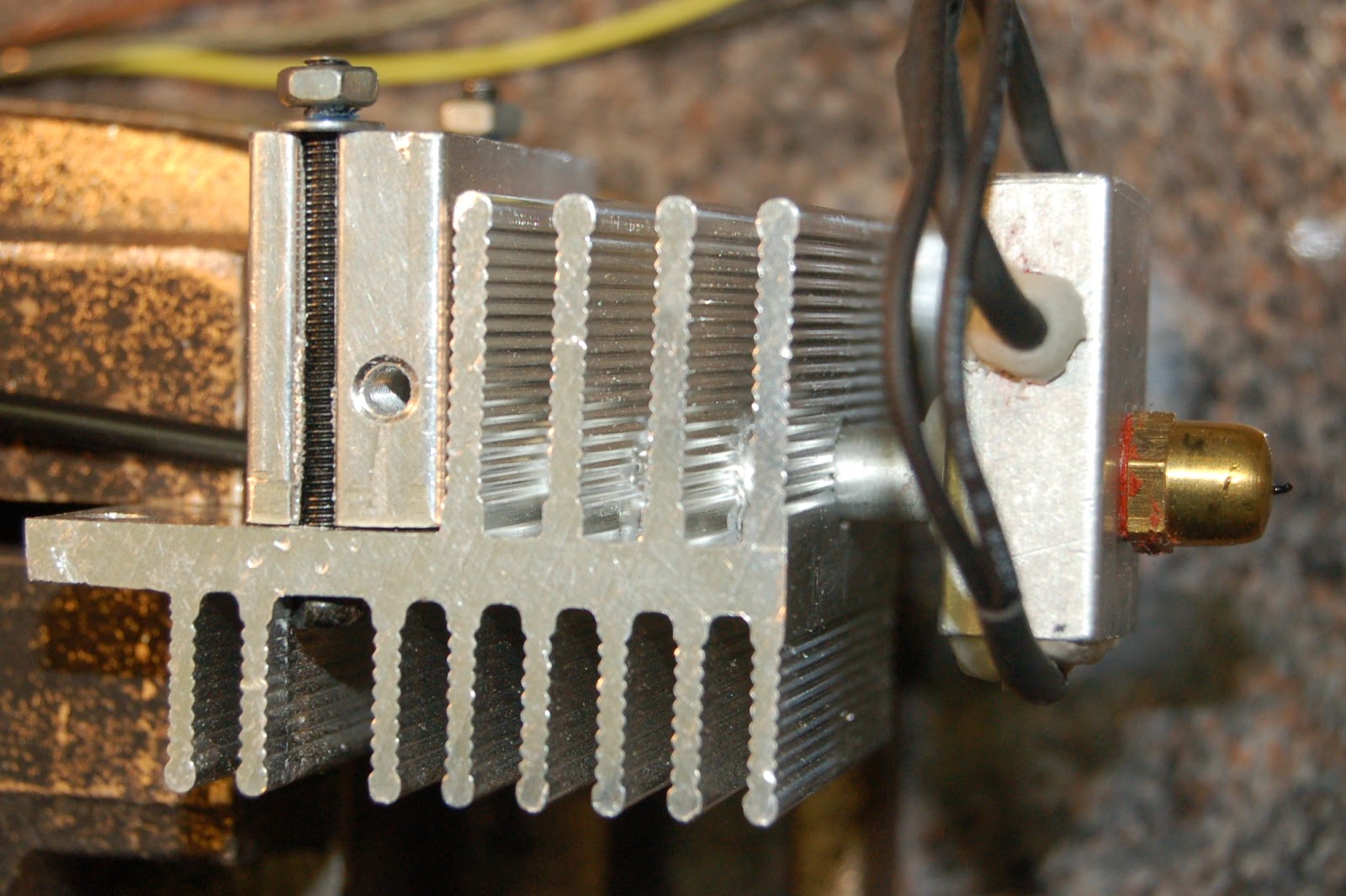
My heater is a resistor from Mendel-parts, and a matching thermistor. I secured the resister with high-temp silicone, and wrapped the thermistor in a square of plumbers PTFE tape before inserting into a 1.5mm hole, 4mm deep, a tip I gleened from Adrian's approach documented here.
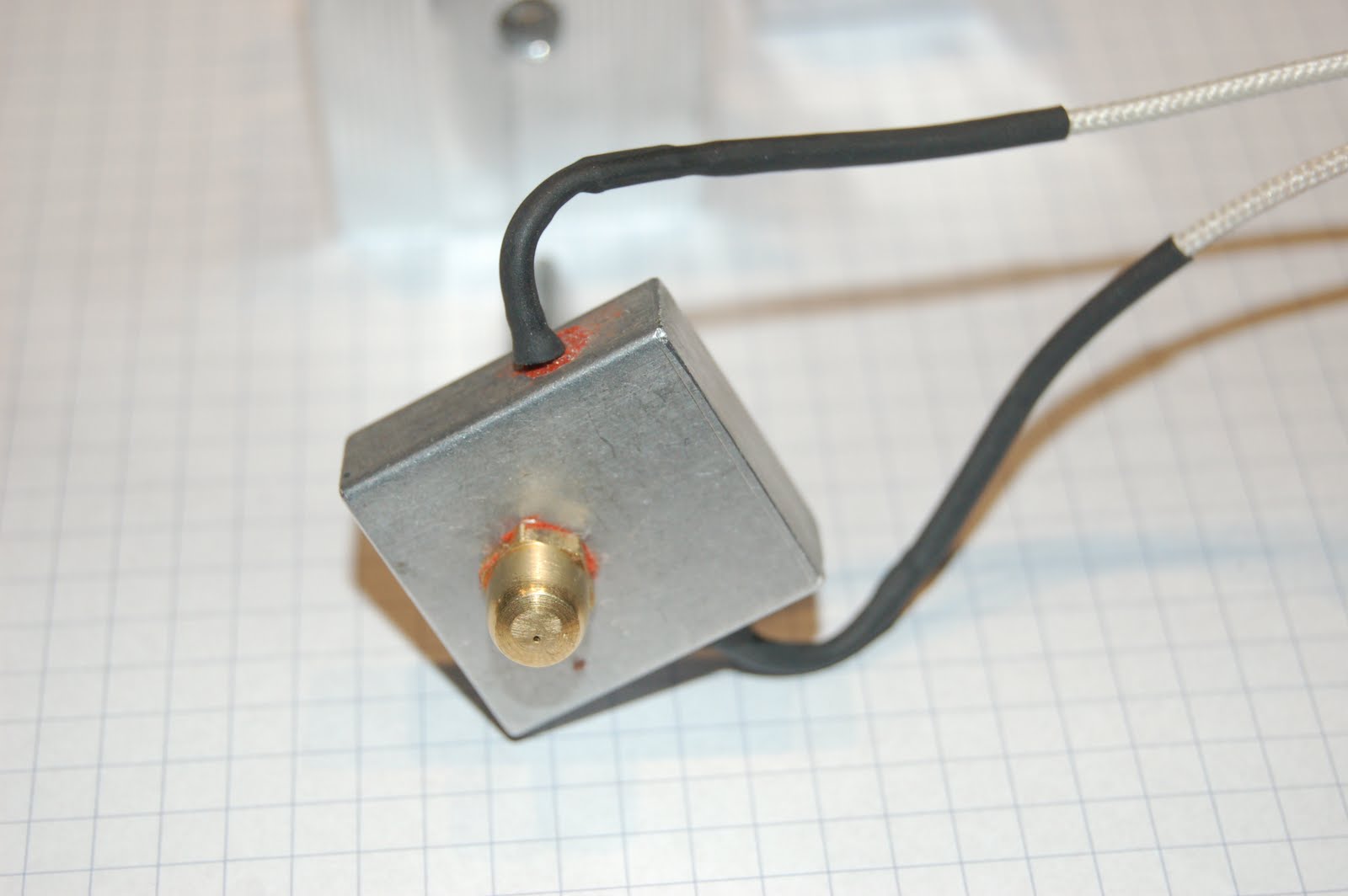

The nozzle is a brass cap-nut with a .4mm hole drilled in it. It took some searching but I got some .4mm drills locally (Joe McKennas, Limerick) along with a 'pin vice' from Maplin, also local. There are many great suggestions on the net on how to drill a very small hole, but you know wht worked for me? I put the cap-nut in the vice, dinged and center hole with a sharp nail, then drilled the .4mm hole by spinng the pin vice by hand while applying pressure on the bit. Brass is relatively soft and the tiny drill bit just worked right through it. ( I did try my first .4mm drill in a power drill, catching the pin vice in the power drill chuck, but the tiny bit just snapped like twig - just as well I bought a few.) You should be able to see the tiny hole in one of the photos above. Here I'm using the drill to clear the hole during first extrusion attempt.

That's if for this post. I'll do a little bit on how I got on with wiring and powering it up and some heating experiments, in the next post.
Thanks for viewing!





