




Being able to easily graph temperature has allowed a quick evaluation of heating performance with different fan positions and air flow arrangments. The primary objective of the exercise was to find a good balance between active cooling (fan) and heating the 'heater-block' to a given target temperature.
The active cooling is necessary to prevent heat rising through the stainless steel tube to the cold-end. Since my design does not incorporate a thermal barrier material (e.g. PEEK) it is necessary to provide cooling, but too much cooling would prevent the heater-block from reaching 'target temperature', as I had experienced.
An excellent balance has now been achieved through the process of graphing the temperature curve, and tweaking my cooling set-up. Here is a graph of the key findings.
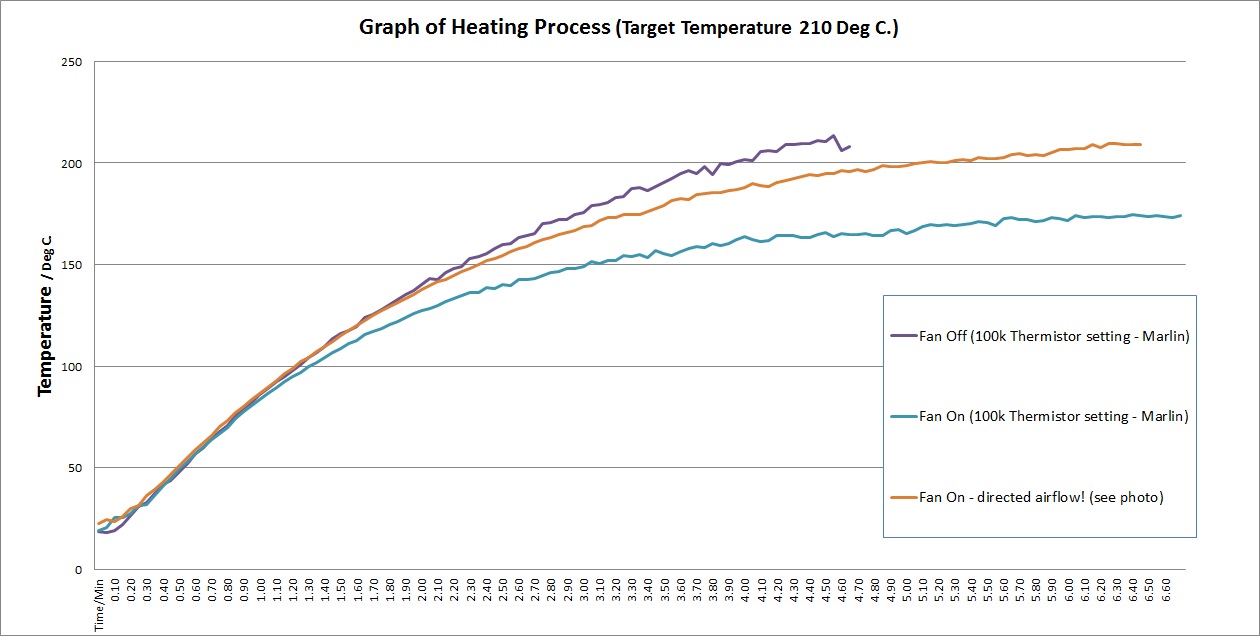
Observations: Heating with the fan 'off' resulted in a prompt climb to the target temperature, but the heat was quickly rising throughout the assembly and I had to shut it off. This hot-end arrangement could not function without active cooling.
With the fan 'on', but the air-flow not focused, the temperature in the heater-block rose more slowly and did not ever reach the target temperature (210Deg C). I attribute this to fan air also cooling the upper brass portion of the brass nozzle (see photo or previous blog posts).
The best result was achieved (middle graph line) when I positioned some 'teflon' sheet to direct the air toward the stainless down-tube and the attached heat-sink, and away from the brass upper portion of the nozzle. See photo below for visual illustration of the successful cooling arrangement.

Conclusions: 'Target temperature' can be achieved with a good balance of cooling and heating.
Careful directing of air flow is essential.
Stainless steel is an excellent alternative to PEEK as a hot-end support material because of it's relatively poor head conductivity and it's superior strength, but works best if cooling is assisted with some kind of heat-sink and active cooling (fan).
Additional note on the graphing process: An unexpected benefit of moving from FiveD Firmware to Marlin Firmware on the Gen6 board was the excellent temperature feedback. The readings were echoed to screen neatly and to two decimal places. Moving this data to Excel for graphing was a doddle! Simply 'select' copy/paste, then find/replace 'ok T:' with 'blank', and a new line of data can be added to the graph in seconds.

Pronterface showing Temperature readings illustrated above.
Thanks for viewing.?
NumberSix




























